|
18 декабря 2007
Часть VII. Дефекты пайки оплавлением – Повреждение компонентов и паяных соединений
Статья предоставлена компанией ЗАО "Предприятие ОСТЕК"
http://www.ostec-smt.ru/
Часть VII. Дефекты пайки оплавлением – Повреждение компонентов и паяных соединений
Повреждения компонентов – трещины и сколы, которые были обнаружены после процесса пайки оплавлением, могут возникать, как в результате неправильного выбора температурных профилей пайки, так и на последующих операциях, например, при разделении групповых заготовок, испытаниях на вибрацию, удар, термоциклирование. В каждом конкретном случае необходимо анализировать все возможные причины возникновения того или иного дефекта, поэтому в данном разделе представлены различные причины повреждения корпусов компонентов.
При выборе температурных профилей пайки с целью минимизации количества дефектов следует руководствоваться требованиями международного стандарта J-STD-020C «Классификация чувствительности к влажности / пайке для негерметичных твердотельных компонентов поверхностного монтажа».
| Пример дефекта |
Описание дефекта |
Возможные причины |
Методы предотвращения |

 |
Растрескивание ЧИП-компонентов
Чаще всего наблюдается с многослойными керамическими чип-конденсаторами, которые вследствие специфической многослойной структуры в большей степени склонны к возникновению трещин и сколов в процессе сборки по сравнению с другими чип-компонентами. |
- Высокое давление при установке компонентов на печатную плату
- Тепловой удар в процессе пайки
- Высокие механические напряжения вследствие избыточного содержания припоя на паяном соединении
- Деформация печатных плат в процессе пайки
- отсутствие поддержки снизу
- длинная печатная плата
- низкое качество базового материала
- Деформация печатных плат на этапе нанесения паяльной пасты и установки компонентов (повреждение чип-компонентов на нижней, собранной стороне платы)
- Изгиб и деформация печатных плат при разделении групповых заготовок (ручное выламывание печатных плат)
|
- Откалибровать оборудование и/или отрегулировать давление при установке компонентов
- Уменьшить температуру и время пайки, снизить скорость охлаждения (не более 3 – 4-х °С/сек)
- Не допускать избыточного количества припоя на контактных площадках, уменьшить толщину трафарета
- обеспечить поддержку плат снизу при пайке
- отношение длинны к ширине платы не должно превышать 3 : 2
- заменить поставщика печатных плат (использовать качественные диэлектрики)
- Обеспечить поддержку плат снизу при трафаретной печати и установке компонентов
- Исключить деформацию плат при разделении групповых заготовок (необходимо использовать надлежащее оборудование)
|

 |
Трещины в пластмассовых корпусах |
- Основные причины растрескивания пластиковых корпусов связаны с неправильным выбором режимов пайки
- Крупногабаритные пластиковые корпуса, например QFP и TSOP, склонны к растрескиванию в процессе пайки. Проблема связана с насыщением корпусов влагой в процессе хранения. Испарение влаги и расширение корпусов в процессе пайки приводят к образованию трещин
|
- Проконтролировать режимы пайки (максимальную температуру и время) на соответствие спецификациям производителей электронных компонентов
- Обеспечить условия хранения крупногабаритных корпусов в специальных условиях предотвращающих адсорбцию корпусами влаги; провести предварительную сушку крупногабаритных корпусов перед сборкой печатных плат
|

 |
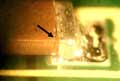
Газация танталовых конденсаторов |
В процессе пайки может происходить газация танталовых конденсаторов. Влага абсорбированная в процессе хранения танталовых конденсаторов вырывается с такой силой в процессе пайки, что приводит к образованию трещин в корпусе компонента и смещению соседних компонентов (см. рис.) |
- Произвести сушку танталовых конденсаторов перед установкой (упаковка должна быть устойчива к температурным воздействиям Dry-Packs)
- Использовать танталовые конденсаторы других производителей
|
 |
Оплавление или обугливание корпусов компонентов |
Пластмассовые корпуса могут оплавляться или обугливаться при высоких температурах пайки. Обычно такие корпуса имеют высокую устойчивость к высоким температурным воздействиям, тем не менее высокая температура и время пайки могу приводить к повреждению корпусов |
- Снизить пикувою температуру пайки
- Уменьшить время пайки
- Использовать компоненты других производителей (если дефект наблюдается только на отдельных компонентах)
|
 |
Бугристое, пористое, неровное паяное соединение серого цвета |
- Может быть вызвано перемещением компонента или вибрацией в процессе охлаждения припоя
- «Холодная пайка» является результатом низкой температуры пайки
|
- Предотвратить вибрацию конвейера печи в процессе пайки
- Повысить температуру пайки до 215 – 225°С для паяльных паст на основе сплава олово-свинец и до 235 – 245°С для бессвинцовых сплавов
|
 |
Отслоение паяного соединения от контактной площадки |
- Возникает в результате плохой очистки поверхности контактных площадок перед сборкой
- Нарушение покрытия золото/никель
|
- Обеспечить очистку печатных плат перед сборкой
- Проконтролировать паяемость контактных площадок, заменить поставщика печатных плат
|
 |
Трещины в паяном соединении
Обычно обнаруживаются после тестирования: климатических испытаний, удар, вибрация и т.д. |
- Изгиб печатных плат при разделении групповых заготовок
- Механические напряжения при испытаниях
- Механические напряжения при пайке, возникающие за счет теплового расширения, на нижней ранее запаянной стороне двухстороннего печатного узла
|
- Использовать надлежащее оборудование для разделения групповых заготовок
- Обеспечить конструкцию контактных площадок в соответствии с требованиями стандартов IPC-SM-782A и IPC-7351
- Откорректировать температурный профиль
|
|

