|
17 декабря 2007
Часть VI. Дефекты пайки оплавлением – Перемычки и пустоты
Статья предоставлена компанией ЗАО "Предприятие ОСТЕК"
http://www.ostec-smt.ru/
Часть VI. Дефекты пайки оплавлением – Перемычки и пустоты
Пустоты в паяном соединении – это полости внутри паяного соединения, образуемые в процессе пайки. Пустоты могут быть заполнены остатками флюса. Методы обнаружения - c помощью оборудования рентгеновского контроля или методом разрушающего контроля путем снятия микрошлифа.
Если в паяном соединении содержится небольшое количество пустот малого размера, то ремонт не требуется. Считается допустимым наличие 20-25% пустот относительно площади контактных площадок. В некоторых случаях наличие небольшого количества пустот распределенных внутри паяного соединения может оказать положительное влияние на надежность паяного соединения, например, в случае образования трещин. Трещины в паяном соединении, возникающие в результате воздействия механических напряжений, могут приводить к разрушению паяных соединений, наличие небольших пустот будет способствовать предотвращению распространения трещин (см. рисунок). При анализе пустот следует учитывать размер пустот, их количество и расположение внутри паяного соединения.
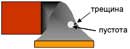

Пример допустимого количества пустот в паяном соединении
| Пример дефекта |
Описание дефекта |
Возможные причины |
Методы предотвращения |

|
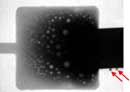
Пустоты в паяных соединениях
(рис. вверху – микрошлиф, рис. внизу – рентгеновский снимок)
Низкая механическая прочность и возможность разрушения паяных соединений |
Высокая скорость предварительного нагрева
Формирование пустот на стадии предварительного нагрева происходит из-за быстрого нагрева и интенсивного испарения растворителя паяльной пасты. В большинстве случаев формирование пустот сопровождается разбрызгиванием шариков припоя (см. рис.) |
Обеспечить медленное повышение температур на стадии предварительного нагрева (0,5 – 1,5°С/сек) |
 |
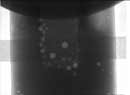
Пустоты в паяных соединениях при использовании бессвинцовой технологии
Низкая механическая прочность и возможность разрушения паяных соединений |
- Бессвинцовые компоненты + паяльная паста со сплавом олово-свинец: плохая паяемость бессвинцовых компонентов при низких температурах пайки (формирование пустот происходит по контуру выводов компонентов, см. рис.)
- Бессвинцовые компоненты и паяльная паста: более высокая сила поверхностного натяжения припоя (затруднен выход газов при пайке)
|
- Повысить температуру пайки
- Уменьшить количество паяльной пасты на контактных площадках
- Обеспечить медленное повышение температур на стадии предварительного нагрева (0,5 – 1,5°С/сек)
|
 |
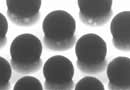
Пустоты внутри паяных соединений BGA корпусов |
Образование больших пустот в паяных соединениях BGA корпусов, как правило, происходит при большой разнице размеров контактных площадок печатных плат и на подложке корпуса BGA (см. рис). Большие пустоты в паяных соединениях BGA компонентов приводят к низкой механической прочности и разрушению паяных соединений |
Обеспечить конструкцию контактных площадок в соответствии с требованиями стандарта IPC-7351 «Общие требования по конструированию контактных площадок и печатных плат с применением технологии поверхностного монтажа» |
 |
Пустоты на поверхности контактных площадок |
Газация финишного покрытия в процессе пайки (мелкие пустоты, расположенные вдоль поверхности контактных площадок) |
- Заменить поставщика печатных плат
- Откорректировать процессы изготовления печатных плат
|
| Перемычки и мостики припоя – это образуемые припоем соединения между соседними контактными площадками не предусмотренные конструкцией печатных узлов, результатом являются короткие замыкания и электрический отказ изделия. |


|
Перемычки и мостики припоя между выводами компонентов |
- Избыточное нанесение паяльной пасты
- Неправильное нанесение или смещение отпечатков паяльной пасты
- Неточная установка компонентов, высокое давление при установке компонентов (выдавливание паяльной пасты за пределы контактных площадок
- Расползание (осадка) паяльной пасты
- Наличие различных загрязнений в результате плохой очистки трафаретов (ворсинки и волоски, которые становятся мостиками для перетекания припоя в процессе пайки)
- Неправильное расположение контактных площадок (очень маленькое расстояние между соседними чип-компонентами)
|
- Проверить толщину фольги и размер апертур в трафарете (используйте рекомендации стандарта IPC-7525 «Руководство по конструированию трафаретов)
- Контролировать точность нанесения пасты
- Проконтролировать точность и качество установки компонентов
- Проконтролировать температуру и влажность в рабочем помещении; провести тест на растекание метод 2.4.35 стандарта IPC-TM-650 «Методы испытаний»
- Произвести очистку печатных плат перед сборкой; обеспечить регулярную очистку трафарета с нижней стороны
- Обеспечить разводку печатных плат в соответствии с требованиями стандарта IPC-7351 «Общие требования по конструированию контактных площадок и печатных плат с применением технологии поверхностного монтажа»
|
|

