|
|
Скоро!Событий нет.
|
02 августа 2007
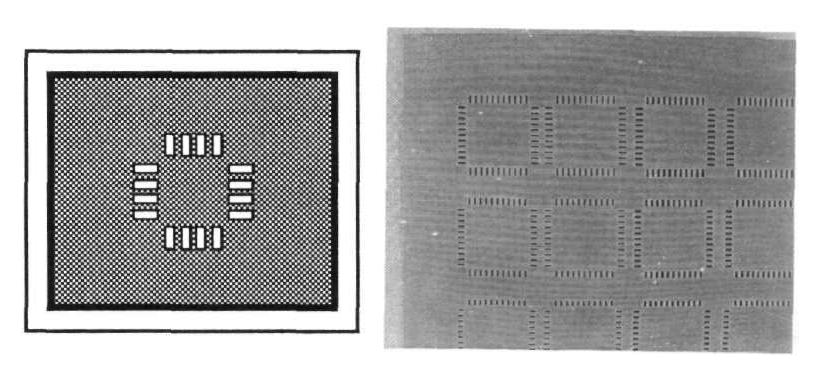
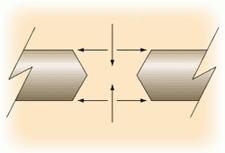
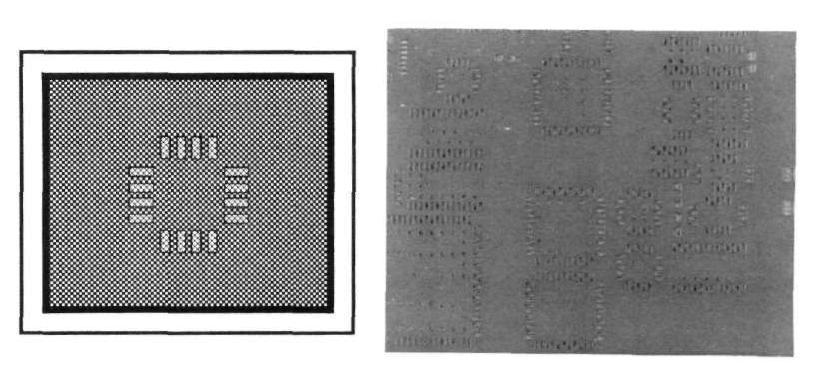
Изготовление трафаретов для нанесения паяльной пастыВведениеПаяльная паста наносится на контактные площадки (КП) печатной платы через специальную оснастку – трафареты, представляющие собой сетку или тонкий металлический лист с отверстиями. Для обозначения отверстия заданной формы применяются термины окно или апертура. Окна (апертуры) трафарета образуют рисунок, соответствующий рисунку контактных площадок. Трафареты играют основную роль в формировании отпечатка паяльной пасты правильной толщины и формы на КП с требуемой точностью. За время существования технологии поверхностного монтажа было разработано несколько типов трафаретов, различающихся конструкцией, технологией изготовления, областями применения. Характерные особенности различных трафаретов рассмотрены в данной статье. Конструкции трафаретовПо характеру апертур трафареты подразделяются на две основные группы (рис. 1): - трафареты с полностью открытыми апертурами (stencils); - трафареты с частично открытыми апертурами (screens). В первом случае апертуры полностью открыты (выполняются химическим травлением и прочими методами в металлической фольге или сетке) и не препятствуют прохождению пасты. В частично открытых апертурах трафаретов присутствует сетка, что открывает только 50% площади окна для прохождения пасты сквозь него. Эти различия обуславливают особенности печати для трафаретов различных типов. Рис. 1. Конструкции трафаретов с частично и полностью открытыми апертурами. Рисунок из [1]. Трафареты с полностью открытыми апертурамиВ зависимости от материала, в котором формируются апертуры, данные трафареты подразделяются на (см. рис. 2):
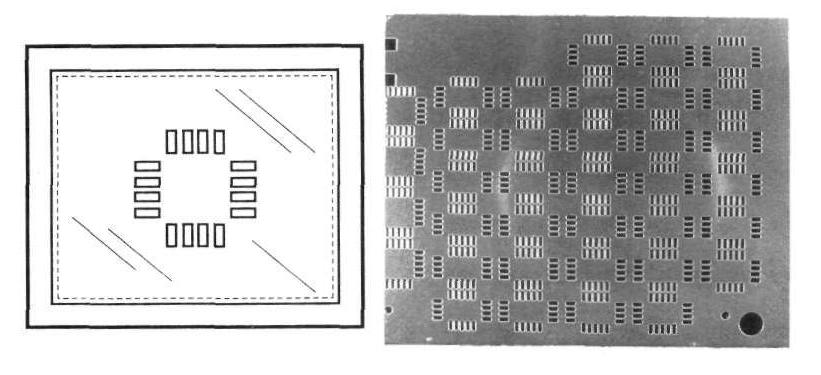
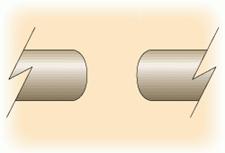
а) б) в) Рис. 2. Конструкция трафаретов с полностью открытыми апертурами: а) сетчатые; б) металлические; в) комбинированные. Фото из [1].
Сетчатые трафареты с открытыми апертурами, имеют высокую стоимость, меньшую жесткость по сравнению с обычными сетчатыми и используются в настоящее время редко. Металлические трафареты, не натянутые на раму, используются только при контактном способе печати, так как не обеспечивают равномерного натяжения. При использовании рам может применяться как контактный, так и бесконтактный способы. Последний обеспечивает меньший риск прилипания ПП к трафарету. Такие трафареты имеют значительно бо́льший срок службы, чем сетчатые, проще и быстрее совмещаются с ПП, менее склонны к закупорке апертур, легче очищаются, допускают селективную многоуровневую печать, допускают более широкий диапазон вязкостей паяльных паст, обеспечивают лучшие показатели точности и повторяемости при печати. Тем не менее, они дороже сетчатых. Комбинированные трафареты обеспечивают лучшую равномерность натяжения, имеют более длительный ресурс, но существенно дороже обычных трафаретов. Перечисленные выше достоинства обусловили широкое применение металлических трафаретов (рис. 2б). Получили преимущественное распространение три метода их производства:
Химическое травление и лазерная резка представляют собой субтрактивные процессы, гальванопластика – аддитивный. Химическое травление трафаретовДанный метод получил широкое распространение благодаря своей экономической эффективности и быстроте изготовления трафаретов. На металлическую фольгу с двух сторон наносится фоторезист, экспонируется через фотошаблон, повторяющий рисунок КП на ПП, проявляется, и затем проводится одновременное двустороннее травление фольги. В результате того, что травитель действует на материал как в вертикальном, так и в горизонтальном направлении, апертуры такого трафарета имеют вид «песочных часов» (рис. 3а). При наличии на плате КП для ЭК с шагом выводов, меньшем 0,635 мм, эта особенность становится препятствием для движения пасты сквозь апертуры. Этот недостаток может быть устранен с помощью дополнительной обработки трафарета – электрополировки (обработки путем микротравления при действии электрического тока). а) b) c) Рис. 3. Вид стенок апертур трафаретов, изготовленных методом химического травления: а) начальный вид («песочные часы»); б) сглаженные стенки после применения электрополировки; в) трапецеидальная форма. Рисунок из [4]
В результате в первую очередь травлению подвергается внутренняя поверхность апертур, благодаря чему она приобретает сглаженную форму (рис. 3б). Такая форма поверхности облегчает прохождение пасты через апертуры, снятие трафарета после нанесения пасты, а также препятствует образованию пустот при ее нанесении. Однако, если вся поверхность трафарета будет подвергнута электрополировке, паста может отскакивать от трафарета, не образуя катящегося валика перед рабочей поверхностью ракеля поэтому необходимо подвергать селективной электрополировке только внутреннюю поверхность апертур. Вторым способом обеспечить применимость таких трафаретов при наличии ЭК с малым шагом выводов является придание апертурам трапецеидальной формы (рис. 3в). Этого можно достичь различными способами: выполнением фотошаблонов для двух сторон трафарета неодинаковыми, с меньшими геометрическими размерами окон на стороне действия ракеля, либо изменением давления травителя при обработке распылением разных сторон трафарета. Такая форма апертур значительно облегчает процесс снятия трафарета, предотвращает смазывание нанесенной пасты. Для этого достаточно, чтобы уклон конуса апертур был равен 5°. В дополнение, трапецеидальный отпечаток пасты на КП обеспечивает надежную установку ЭК и снижает вероятность образования перемычек. С помощью травления на половину глубины трафарета можно формировать реперные знаки (заполняемые впоследствии эпоксидным компаундом черного цвета), облегчающие точное совмещение трафарета и ПП, а также различные надписи на поверхности. Тем не менее, трафареты, выполненные методом химического травления, имеют существенные общие недостатки: происходит увеличение размеров апертур из-за их растравливания, при фотолитографии трудно обеспечить точное совмещение рисунков фотошаблонов на обеих сторонах заготовки трафарета. Кроме того, минимальное отношение ширины апертуры к толщине трафарета составляет 1,5, что ограничивает минимальный размер апертуры, который возможно реализовать данным методом. ГальванопластикаДанный метод изготовления трафаретов заключается в гальваническом осаждении никеля на гибкую подложку – медную фольгу (рис. 4). Рис. 4. Процесс гальванопластики (аддитивный метод). Рисунок из [4]. На медную фольгу толщиной 5-6 мм накатывается негативный фоторезист, экспонируется и проявляется таким образом, чтобы проявленный рельеф повторял рисунок будущего трафарета (в месте расположения апертур трафарета фоторезист остается, в остальных удаляется при проявлении). Затем на полученную подложку осуществляется гальваническое осаждение никеля. Форма участков фоторезиста определяет трапецеидальную форму апертур при наращивании. После достижения требуемой толщины трафарета процесс осаждения заканчивается и производится удаление фоторезиста. Отделение никелевого слоя от медной подложки осуществляется с помощью изгиба меди, при котором никель начинает отслаиваться. Толщина слоя никеля – от 0,025 до 0,300 мм.
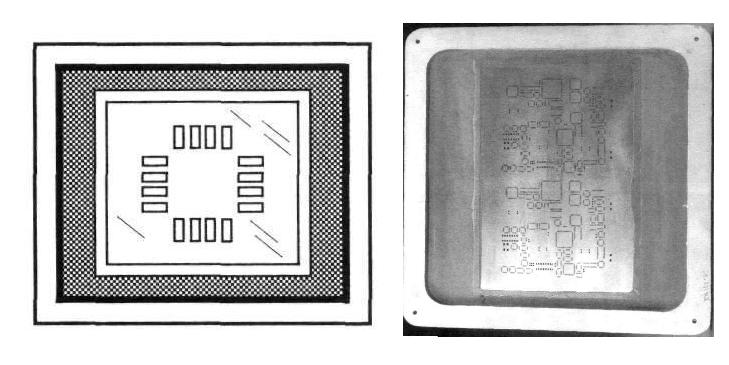
Метод обеспечивает хорошие результаты для ЭК со сверхмалым шагом выводов (от 0,2 до 0,4 мм), микроBGA и чип-компонентов 0201. Отношение апертур может составлять до 1:1. Выступы, образующиеся по периметру апертур в процессе гальванопластики, контактируют с ПП и препятствует затеканию пасты под трафарет в процессе печати (так называемый «gasketing effect» - эффект уплотнительной прокладки между КП и трафаретом). Трафареты, изготовленные данным методом, отличаются исключительной гладкостью стенок апертур, что особенно важно для бессвинцовых паст. Тем не менее, такие трафареты достаточно дороги и рекомендуются к применению при наличии на ПП миниатюрных ЭК (например, 0201), ЭК с малым и сверхмалым шагом выводов, BGA-компонентов. Так как используется фотошаблон, существует потенциальная погрешность рассовмещения шаблона и медной фольги. Эффект «уплотнительной прокладки» может быть сведен на нет в случае неравномерного гальванического осаждения никеля. При проведении слишком интенсивной очистки ПП выступы, вызывающие данный эффект, могут быть удалены. Лазерная резка трафаретовТак как лазерная резка трафаретов производится непосредственно по данным Gerber, и отсутствуют промежуточные фотолитографические операции, достигается высокая степень точности и повторяемости формирования рисунка окон. Другим преимуществом является возможность управления конусностью стенок апертур с помощью фокусировки лазерного луча. Современные установки лазерной резки практически не образуют окалину на поверхности трафарета, а ее незначительное количество может быть легко удалено электрополировкой. Метод позволяет формировать сверхмалые апертуры (100 мкм с шагом 50 мкм) с высокой геометрической точностью (±0,005мм). Толщина трафарета составляет от 50 до 500 мкм. Эти особенности обусловили широкое применение металлических трафаретов, в особенности для операций, требующих максимально точного нанесения пасты. Главным недостатком лазерного метода является то, что каждая апертура выполняется индивидуально, и количество апертур во многом определяет время изготовления и стоимость трафарета. Трафареты с частично открытыми апертурамиДанная группа представлена сетчатыми трафаретами (рис. 5), состоящими из жёсткой алюминиевой рамы, обеспечивающей требуемую жесткость и натяжение трафарета, и натянутой на нее сетки (из нержавеющей стали, нейлона либо полиэстера). Окна в сетчатом трафарете получают покрытием сетки с двух сторон слоем фоторезиста с последующим экспонированием ультрафиолетовым излучением через фотошаблон с рисунком контактных площадок и термообработкой. Фоторезист удаляется с поверхности сетки в местах будущих КП. Сетка из полиэстера более эластична, чем металлическая, и служит дольше. Диаметр сетки и размер окон в ней определяют номер сетки – количество ячеек на кв. дюйм. Для поверхностного монтажа наиболее часто используется сетка 80. Диаметр сетки и толщина эмульсионного слоя, а также зазор между трафаретом и ПП в процессе печати, определяют толщину наносимого слоя пасты. Рис. 5. Конструкция сетчатого трафарета с частично открытыми апертурами. Фото из [1].
Сетчатые трафареты активно используются в гибридной толстопленочной технологии, и были адаптированы к технологии поверхностного монтажа главным образом, из-за своей низкой стоимости. Такие трафареты лучше подходят для нанесения паяльной пасты в случае апертур большой площади. Главными их недостатками является трудность точного совмещения апертур и КП (в особенности при ручной печати), т.к. частично открытые апертуры затрудняют видимость ПП, относительно невысокая точность и повторяемость нанесения пасты. Также сетчатые трафареты пригодны исключительно к бесконтактной печати (с обязательным зазором между трафаретом и ПП, обычно 0,5 – 1,0 мм), так как только в этом случае возможно нанесение на КП достаточного количества пасты и недопущение ее размазывания по трафарету при заполнении апертур. Применяются пасты с более низкой вязкостью и меньшие скорости ее нанесения, чем для трафаретов с полностью открытыми апертурами. Кроме того, требуется бо́льшая высота разделения трафарета и ПП (обычно мм). Необходимо поддерживать параллельность ПП и трафарета в пределах 0,05 мм. Для трафаретов с частичным открытием апертур необходим режим работы оборудования «заполнение/печать» («flood»/«print»). Этот режим пришел из гибридной пленочной технологии и для поверхностного монтажа применяется достаточно редко. При первом проходе с помощью инструмента («flood bar») паста распределяется по поверхности трафарета, одновременно заполняя частично открытые апертуры, при втором (с приложением давления) – продавливается ракелем через них на поверхность ПП. Некоторые особенности геометрии апертурДля получения качественных отпечатков пасты, соотношение размеров трафарета (stencil aspect ratio, SAR1) должно определяться следующей формулой: SAR1 = ширина (диаметр) апертуры/толщина трафарета = W/T. При этом, рекомендуется выдерживать это соотношение бо́льшим 1,5 (рис. 6). В противном случае, вероятна закупорка трафарета частицами пасты. Рис. 6. К расчету соотношений трафарета. Рисунок из [3]. Соотношение площадей трафарета (stencil area ratio, SAR2), вместе с корректным подбором типа пасты, отвечает за правильное отделение трафарета от ПП. Для прямоугольной апертуры с длиной L, шириной W и высотой трафарета T (рис. 6) оно рассчитывается следующим образом: SAR2 = площадь апертуры/площадь стенок апертуры = L · W / (2 · (L+W) · T) Приемлемым считаются значения SAR2, бо́льшие 0,66, хотя, согласно исследованиям, некоторые трафареты, изготовленные методом гальванопластики, обеспечивают корректное отделение пасты при значениях SAR2 до 0,50 [3]. Подробные сведения о конструировании трафаретов можно найти в международном стандарте IPC-7525 (Stencil Design Guideline, Руководящие указания по конструированию трафаретов) [5]. Крепление трафаретаТрафареты для использования в установках печати должны быть предварительно закреплены на специальных рамах. Такое закрепление обеспечивает необходимую плоскостность и равномерное натяжение трафарета, что, в свою очередь, обеспечит равномерное распределение паяльной пасты по всем апертурам и отсутствие смещения рисунка апертур трафарета относительно КП платы. Трафарет может натягиваться на раму по двум или четырем сторонам. С точки зрения равномерности натяжения (в особенности для ЭК с малым шагом выводов), предпочтительно использовать рамы с креплением по четырем сторонам, несмотря на их бо́льшую стоимость, так как при этом искажения рисунка апертур в плоскости будут гораздо меньше, чем в случае натяжения по двум сторонам. Применяются следующие способы натяжения трафарета:
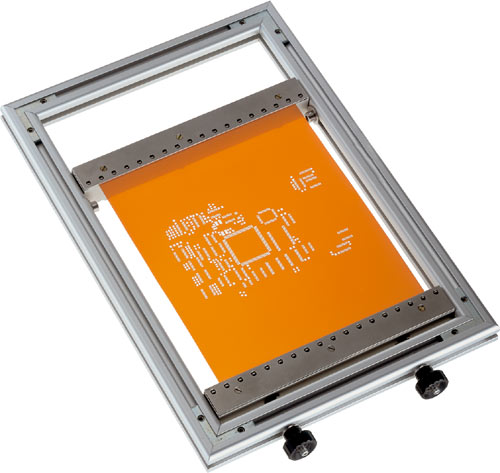
Рис. 7. Быстрозажимная рамка-принтер для двустороннего натяжения. Фото: LPKF.
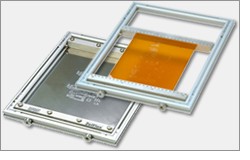
Трафареты, вклеенные в металлическую сетку, в настоящий момент используются преимущественно для крупносерийного производства, так как они существенно дороже обычных трафаретов из-за наличия собственной рамы, но имеют более длительный ресурс работы, чем обычные металлические трафареты. Кроме того, требуется много свободного места для хранения рам. Рис. 8. Пневматическая рама для четырехстороннего натяжения. Фото: LPKF.
Для натяжения трафаретов в настоящее время преимущественно используются специальные рамы с пневматическим натяжением (рис. 8). На раме имеются ряды штырьков, расположенные с двух или четырех сторон, а на трафарете – краевая перфорация под эти штырьки. Такая перфорация необходима для всех рам под автоматическую печать. Трафарет надевают на штырьки, а затем он равномерно растягивается при помощи сжатого воздуха, раздвигающего штырьки в стороны. Далее рама устанавливается в устройство трафаретной печати. Производителями рам выпускаются их модификации под конкретные модели оборудования. Список использованных источников

|
|

{kind=link}
{kind=link}
|
© “Элинформ” 2007-2024. Информационный портал для производителей электроники: монтаж печатных плат, бессвинцовые технологии, поверхностный монтаж, производство электроники, автоматизация производства  |